| Sign In | Join Free | My portofva.com |
|
| Sign In | Join Free | My portofva.com |
|
| Categories | Pressure Thermoforming Machine |
|---|---|
| Brand Name: | HengXing |
| Model Number: | HX-76HD |
| Certification: | CE |
| Place of Origin: | China |
| MOQ: | 1 |
| Price: | USD:6999 $ (deposit) |
| Payment Terms: | D/A,L/C,D/P,Western Union,MoneyGram |
| Delivery Time: | 45 work days |
| Packaging Details: | wooden case |
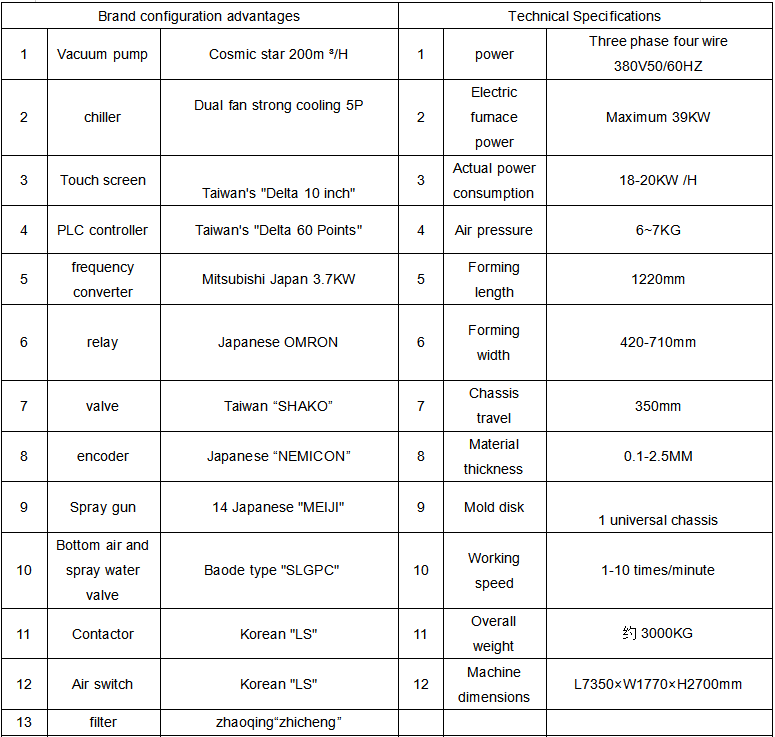
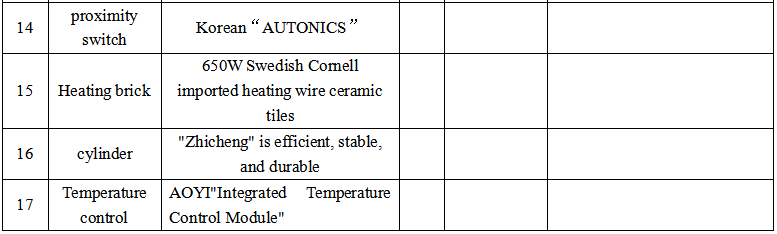
| model: | HX-76HD |
| Applicable sheet materials: | PVC、PP、PE、POF、PPT、PTGF、APET、ABS、OPP、PS、PET |
| Forming length: | 1220 mm |
| Forming width: | 420-710mm |
| Material thicknes: | 0.1-2.5mm |
| Working speed: | 1-10 times/minute |
| Overall weight: | Approximately 3000KG |
| Machine dimensions: | L7350×W1770×H2700mm |
| vacuum pump: | Cosmic star 200m ³/H |
| Electric furnace power: | Maximum 39KW |
| Company Info. |
| Hengxing Blister Machinery (Shenzhen) Co., Ltd |
| Verified Supplier |
| View Contact Details |
| Product List |
HX 76HD Pressure Thermoforming Machine Efficient Demolding
Product Description:
Various types of films (PVC, PP, PE, POF, PPT, PTGF, APET, ABS, OPP, PS, PET, etc.) can be vacuum molded into plastic covers of different shapes through different molds, such as toys, hardware, food, electronics, pharmaceuticals, daily necessities, clothing, as well as ceiling panels, wall panels, cake boxes, automotive materials, and sanitary materials with three-dimensional relief patterns, forming exquisite inner lining and outer packaging, making products refreshing and improving competitiveness.
special function:
1. Multi-mode vacuum regulation: suitable for various product
forming needs
In response to the differentiated requirements of vacuum action
time for products with different structures and materials, the
equipment is designed with a triple adjustment mode of delayed
vacuum, primary vacuum, and secondary vacuum: the vacuum start
timing and duration can be flexibly set according to product
characteristics (such as deep cavity structure, thin-walled
material), ensuring that the plastic sheet is uniformly stressed
and tightly adhered to the mold during the molding process,
avoiding product deformation, bubbles, and other problems caused by
improper vacuum adjustment, covering the molding needs of products
from simple to complex.
2. Efficient demolding solution: Overcoming the difficult demolding
problem of high difficulty products
For the industry pain points of difficult demolding of high
difficulty products (such as irregular structures and deep cavity
designs), the equipment is equipped with dual demolding technology:
Multiple bottom air demolding: By using multiple pulse bottom air
blowing, gradually loosen the bonding surface between the product
and the mold to avoid product damage caused by one-time demolding.
Pre-demoulding and blowing: Pre-set the blowing program before the
demoulding action starts, forming an air gap between the product
and the mold in advance to reduce demoulding resistance. The
combination of the two can efficiently solve the problem of
difficult demolding of high difficulty products, improve the yield
rate, and ensure production continuity.
3. Rapid heating technology: Shorten preheating time, save energy,
and reduce consumption
The device achieves dual breakthroughs in heating efficiency and
energy consumption control, greatly optimizing the startup process:
Rapid preheating: The electric furnace can enter production mode
within 5 minutes of overall preheating. The latest energy-saving
heating brick only needs 1 minute of rapid preheating, and then
stabilizes at a constant temperature for 2-3 minutes before it can
be officially produced (traditional old electric furnace preheating
takes about 20 minutes), significantly reducing the waiting time
for start-up and improving the effective production time per day.
Energy saving advantages: The new energy-saving heating brick saves
about 20% of electricity compared to traditional heating bricks,
and long-term use can significantly reduce the energy consumption
cost of enterprises, combining efficiency and economy.
4. General control voltage regulation system: precise temperature
control, easy operation
Adopting a dual stage temperature control design of "master
control+independent", balancing temperature control efficiency and
flexibility:
Main control module: One main temperature control module can
simultaneously manage the basic temperature settings of 60 heating
bricks, reducing repetitive operations and improving parameter
setting efficiency.
Independent temperature regulation: 60 heating bricks support
independent temperature adjustment, which can accurately adapt to
the heating needs of different areas of the electric furnace (such
as near the edge and center of the mold), avoiding uneven product
molding caused by local high or low temperatures.
5. Temperature probe monitoring: Real-time monitoring of
temperature control status inside the furnace
Equipped with high-precision temperature probes to achieve visual
management of furnace temperature:
Real-time display of the actual temperature inside the furnace,
visually observing whether the electric furnace has reached the
preset constant temperature state, facilitating operators to adjust
parameters in a timely manner.
To avoid heating instability caused by temperature control blind
spots and provide a reliable temperature basis for the production
of products with different materials (such as PLA requiring precise
constant temperature and PET requiring high temperature stability),
ensuring batch production consistency.
6. Front and rear dual spray silicone oil device: balancing
demolding and anti-static requirements
Design segmented spraying functions for different stages of sheet
processing to improve product quality and processing convenience:
Front-end spraying (cow's milk solution): Spray cow's milk solution
before the sheet enters the forming process to enhance the surface
lubrication of the sheet, reduce the adhesion between the formed
product and the mold, and assist in easy demolding.
Back-end spraying (anti-static liquid): After the sheet is formed
and processed, anti-static liquid is sprayed to effectively
eliminate static electricity on the surface of the sheet and
prevent dust adsorption or static electricity from affecting
electronic products (such as electronic tray packaging) in
subsequent processes.
7. Secondary molding function: ensuring demolding quality and
optimizing product form
Add a secondary upper mold action in the demolding process to
improve product forming accuracy and integrity:
During demolding, additional pressure is applied through secondary
molding to assist in separating the product from the mold and
reduce the difficulty of demolding. On the other hand, slight
shaping can be applied to the edges and details of the product to
avoid deformation during demolding, ensuring a more perfect shape
and precise size of the finished product.
8. Rapid molding technology: breaking through the bottleneck of
difficult product vacuum forming
Develop rapid molding technology for products with complex
structures and high difficulty in forming, such as multi-cavity and
deep stretching products
By optimizing the driving structure and pressure control logic of
the upper mold, precise and rapid response of the upper mold action
can be achieved, ensuring that the sheet can quickly adhere to the
mold after heating and softening, and reducing the shape deviation
of the sheet before cooling and hardening.
Effectively solve the problems of "loose fitting and poor detail
molding" in the process of high difficulty product vacuum forming,
and broaden the processing capability of the equipment for complex
products.
9. Delayed cold air and water spray: accelerates cooling and
improves production efficiency
Through active cooling design, the cooling cycle of the product is
shortened, helping to improve production speed:
Delayed cold air: Delay the start of the cold air system after the
product is formed, continuously taking away the surface heat of the
product and accelerating the solidification and shaping of the
product.
Spray cooling: For products with thick walls or slow thermal
conductivity, the spray function can be activated to quickly cool
down through water mist, further shortening the cooling time. The
combination of the two can significantly increase the production
quantity per unit time and adapt to the needs of large-scale mass
production.
10. Vibration demolding: Efficient production of difficult
products, ensuring demolding safety
Specially designed for high difficulty products (such as deep
cavities and irregular curved surfaces) with vibration demolding
function:
During demolding, high-frequency and low-amplitude vibrations are
used to gradually break the adhesion between the product and the
mold, avoiding product damage or mold damage caused by forced
demolding.
The vibration parameters can be flexibly adjusted according to the
characteristics of the product, which can ensure safe and rapid
demolding, as well as ensure the integrity of the product form, and
improve the production stability and yield rate of difficult
products.
11. Sheet pulling: optimizing material utilization and reducing
loss costs
To address the issue of material waste during sheet processing,
design a sheet retraction function:
During production gaps or mold changes, the reverse recycling of
sheets can be controlled to avoid excess cutting losses caused by
excessive sheet transportation.
Effectively improving the utilization rate of sheet materials,
minimizing raw material waste, and promoting long-term use can
significantly reduce material costs for enterprises and enhance
production efficiency.
Machine Parameters:

|
